Ok, so I finally have a little time to get this post together. I'm in the middle of one of the busiest three week pushes Ive ever attempted with my business. If I can hold out I'm looking at 19 of 21 days over 12 hours work... needles to say Im tired and having to work the horseshow this weekend didnt help..
Here is the continuance of the previously started post from last week or whenever it was...:dunno:
Paring Knives:
So im working on some smaller paring knives this weekend, a mini cleaver/chopping knife, and a cool cutting board...
Im attempting to establish two different styles of the smaller knives. One with more of a fillet knife blade and the other with a more traditional flat ground wide blade...
I have forged the rasp down really thin for the paring knive blanks

I use the 4lb sledge to flatten everything out. The 2lb is used afterwards to flaten the best I can.

I cant draw! HA! but this is my idea of what a paring knife looks like with a couple cool handle designs...

I used the 4.5 inch wheel and my baldor to get the blanks cut out

My buddy Jarod shot this pic...Im pretty camera shy so this is a rare moment! Cool Picture though...

So about the last step...
Im really excited to announce that my mentor and good friend has sold me his Variable Speed 17" Meatal Band Saw by Grizzly tools. Its a 131" blade, 3 phase machiene, and will cut out a ton of time and cost from the blank making process.
Ive been breaking an average of 2 cut off wheels and exhausting a $5 ceramic belt on my baldor per knife. So thats about $10 in cost and at least 30 minutes in labor... basicly the waste has cost more than the actual materials...
I honestly couldnt afford this machiene...its way above my hobby shops pay grade, but he made me a stupid deal on the price and is going to let me trade most of the cost out for covering his horses when he is out of town..Truth is, I already cover his horses when he is out of town so this is win win... Im really feeling like this knife making could be a profitable side business, and if Im going to continue to work at it I need to become more efficient..This saw and the larger grinder I hope to get soon will be the key components of that success...
Im going to pick it up next week and cant wait to get it into the shop and ready to work. Its also going to be needed for one of my future projects. My plan is to learn to make forged roses and in order to start that I need to be able to cut out alot of thin sheet metal blanks... So its going to get used way more than it ever did at his shop... He got it for his own knife business but decided way early on to have his blades milled...lame..

Its basicly not been used for more than the occasional wood project since, and is essentialy brand new...
this is it!(well of picture from the catolog) unbelievable its actually gonna be at the shop soon!
 The Cutting Board:
The Cutting Board:
The other project Im working on is making a cutting board. My neighbor is a retired finish carpenter and he makes some amazing stuff. He had a scrap bin full of little 2'' and 3" sections of nice hardwoods. I asked if I could have them instead of him throwing them in the trash so I could make a cutting board..
I cut them all with the table saw and tried my best to get good stright sides... I got a tip from my neighbor ... in order to keep it from getting cut up I needed to use the top/end grain of the wood...
Glued them together after putting the "puzzle" in order...
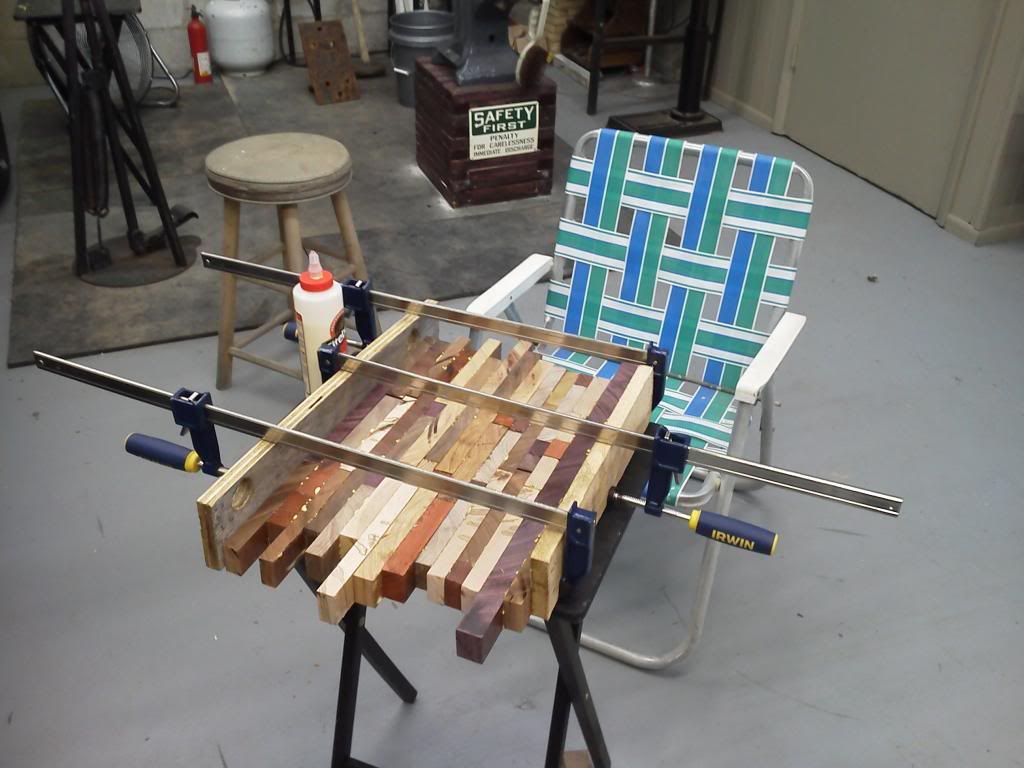
After it dried I cut the extras off and ended up here...

I still need to sand it..(A LOT!!!) to get the surface totally even. I also had a couple small gaps that will need to be filled as well...
If you missed the post on the specific cutting board debacle and recovery please check it out... the link is below:
Cutting board link...
http://www.garagejournal.com/forum/show ... p?t=202160
 Ok so back to the paring knives...
Ok so back to the paring knives...
These are the cut and rough ground blanks
I use the belt sander and work my way from 80 grit up to 320grit...
Its a matter of being patient and observing the shape and flatness of the ground surface. Each pass needs to adapt to the imperfections of the last..

Here they are after completing the 120grit run...

back to it with 220

check for the "flow" and "taper" of the blades surface. Any shelfs or ridges will impead the fluidness of the cut so I pay attention to how the belt is actully hitting the blade and work from the thick top of the blade down to the cutting edge.

after the 220 run...

after the 320 run... the cutting edge is really getting fine





























































































